Laser Welding vs. Traditional Welding Methods
TIG and MIG welding have long been recognized as good choices for welding small components because of their excellent finish. However, such welding requires skill and dexterity, and despite their controllability, suffer from several disadvantages. Laser welding is an excellent substitute that frequently outperforms arc welding processes, and its tightly focused beam limits heating effects. Laser welding is capable of welding tasks beyond the capability of traditional welding methods.
Traditional Welding Methods
TIG and MIG processes use a shielding gas to create an inert atmosphere around the welding head. With TIG, the arc is created by a tungsten electrode, and a hand held filler material used, whereas with MIG welding the electrode is the filler wire. These welders can be adjusted to permit welding of delicate components and the final weld quality is high. Another frequently used method is spot-welding which works by clamping parts between a pair of electrodes and passing an electric current. All arc and spot-welding processes transfer a significant amount of heat to the work piece, affecting the metallurgical structure around the weld.
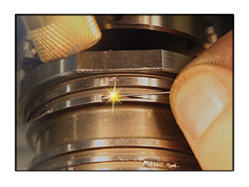
Laser Welding
The heat required for welding is supplied by a tightly focused light beam with a diameter as small as two-thousandths of an inch. Welding is conducted by firing a series of short pulses that melt the metal to create a high-quality weld. Depending upon the particular welding task, filler material may be required as with TIG welding. Because the laser beam is tightly focused, heat input is minimized and parts can be handled almost immediately.
Laser Welding Advantages
Precise control of the laser beam offers users several benefits over TIG, MIG and spot-welding:
- Weld strength: The laser weld is narrow with an excellent depth-to-width ratio and higher strength.
- Heat affected zone: The heat affected zone is limited, and due to rapid cooling, the surrounding material is not annealed.
- Metals: Lasers successfully weld carbon steel, high strength steel, stainless steel, titanium, aluminum, and precious metals as well as dissimilar materials.
- Precision work: The small, tightly controlled laser beam permits accurate micro-welding of miniature components.
- Deformation: Parts have minimul deformity or shrink.
- No contact: No physical contact between the material and laser head.
- One sided welding: Laser welding can replace spot welding requiring access from one side only.
- Scrap: Laser welding is controllable and generates low volumes of scrap.
Applications
The unique properties of laser welding give it a significant advantage over other forms of welding that can be exploited in several ways:
- Precision parts: Lasers are excellent for welding fine and delicate metal components and generating minimal internal stresses due to the minimal heat input.
- Medical devices: Non-contact welding and no welding splatter ensures hygiene when welding medical devices.
- Solenoids and machined items: Lasers are ideal for joining machined components such as solenoids, and create minimal distortion due to the low heat input.
- Aesthetics: Laser welding finishes are excellent.
- Limited access: The non-contact laser beam permits welding in otherwise inaccessible areas.
- Jewelry welding and high value items: The precise controllability and negligible heating effects make it a good choice for welding high value, high precision parts including precious metals.
Improve Productivity with Laser Welding
Laser welding can solve many engineering problems, especially with regard to components that are sensitive to the effect of excessive heat input, susceptible to distortion, or that require extremely precise welding. Contact us at LaserStar to see how our welding systems are able to improve your manufacturing processes and productivity.

